Monster TV















Polecamy w Monster TV
Artykuły tylko dla bojowników JM (+18)

Zobacz galerię

Kto jest online?
Ale zawsze możesz się zarejestrować.
Gościmy obecnie 8313 osób, w tym 1471 rejestrowych bojowników walki z powagą.
Ostatnio dołączył do nas bojownik dark_capybara

Kolekcja interesujących zdjęć - stylowa kiecka za 4 miliony zielonych
W dzisiejszej odsłonie „Kolekcji interesujących zdjęć” znajdziecie, między innymi, idealny punkt widokowy, pewną amerykańską parę rekordzistów oraz nagą księżną z okładki.

Jak dobrze znasz gwarę krakowską?

14 562
180
Kraków, dawna stolica polski i miasto wielu królów. Jak każdy ważniejszy region posiada on swoją unikalną gwarę, z którą mieszkańcy innych regionów niekoniecznie muszą być zaznajomieni. Dzisiaj to sprawdzimy i przekonamy się, czy potraficie mówić "po krakosku".
Ładne dziewczyny z ładnymi naszyjnikami
Pięknej dziewczynie dobrze we wszystkim, a każdy strój zyskuje dzięki biżuterii i drobnym dodatkom. Ładny naszyjnik podkreśla smukłą szyję, a przy odpowiedniej długości – również dekolt.

Największe obciachy – Ludziom nie podobają się stroje polskich olimpijczyków zaprezentowane przez firmę Adidas
Dzisiaj:

- Zniszczyli ule, bo chcieli spróbować miodu
- Jeden z kandydatów na wójta dowoził wyborców, a kiedy drugi próbował go powstrzymać, został potrącony
- Radio Zet oskarżyło Stanowskiego, że jest sponsorowany przez Putina. Potem usunęli artykuł i przeprosili
- Sam rektor uczelni Collegium Humanum mógł zdobyć doktorat w nie do końca uczciwy sposób
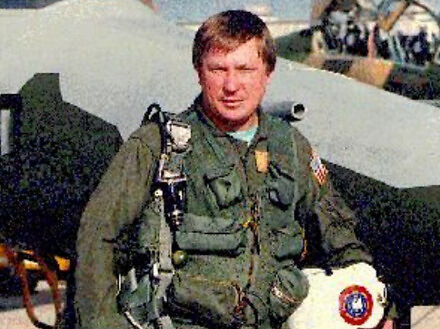
Najdziksze newsy tygodnia – Amerykański ochotnik walczący dla Rosjan został pobity na śmierć przez Rosjan
W dzisiejszym odcinku:

- zakaz palenia maryhuaenen podczas Oktoberfestu
- pijane sępy
- biegacze oszuści zdyskwalifikowani
- Amerykanin walczący po stronie Rosjan zabity przez Rosjan
- zakaz sprzedaży alkoholu na stacjach benzynowych
Krótki dżołk
Film był tak nudny, że na sali całowali się nawet nieznajomi ludzie.
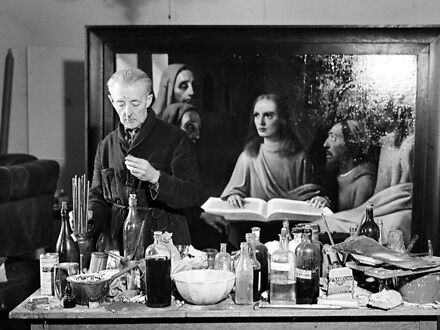
Oto pięciu „frajerów”, którzy dali się zrobić w trąbę i stracili fortunę na zakup perfidnych fałszywek
Dobry sprzedawca opchnie ci nawet najbardziej niedorzeczny produkt,
wcześniej zaszczepiwszy ci przekonanie, że przedmiotu tego bardzo
potrzebujesz i tylko skończony głupek nie skorzystałby z takiej
okazji. Potem oczywiście okaże się, że twoje okazyjnie nabyte
trofeum to zwykły bubel. A potem, trzymając w garści sygnet z
tombaku, z wywieszonym ozorem szukać będziesz tego faceta z
akordeonem, który wcisnął ci to dziadostwo. Na takie numery z
łatwością nabierają się również kolekcjonerzy sztuki, czyli
osoby, które to teoretycznie powinny być szczególnie uwrażliwione
na oszustwa. Oto kilku takich naiwniaków, co to się dali nabić w
butelkę.

Jeśli rozumiesz te memy, to czas na kolonoskopię
Sentymentalna podróż w czasie do epoki, kiedy byliśmy dziećmi, nie płaciliśmy podatków, nie bolały nas plecy i cieszyliśmy się stanem konta na SKO. Wkładajcie rajstopki i rękawiczki na sznurku i jedziemy!

Tanie rzeczy, które okazały się drogie lub nawet bezcenne
Czasem tak niewiele potrzeba, by zdobyć coś wartościowego lub bezcennego. Poniżej historie 15 ludzi, do których uśmiechnęła się fortuna.

Eropak – Seks, oklaski i rock and roll

25 328
194
Dzisiaj opowiemy wam o pewnym stosunku bez orgazmu, przybliżymy wam tragiczny przypadek pana Wiesława oraz zadamy ważne pytanie fanom Gwiezdnych Wojen...
Suknia ślubna z piany – Zdjęcia zrobione w idealnym momencie
W wykonaniu takiego zdjęcia wielkiej filozofii nie ma. Trzeba tylko uchwycić odpowiedni moment w odpowiednim czasie. Problem jest tylko z tym momentem i czasem.

Krótka historia najskuteczniejszej broni przeciwpancernej
O „pociskach przeciwpancernych” słyszał każdy, kto ma telewizor lub komputer. Ale jak one właściwie działają, w jaki sposób są w stanie przebić gruby czołgowy pancerz? Kiedy powstały (podpowiem – dużo wcześniej od czołgów), kto je wymyślił? Na wszystkie te pytania w krótkiej kompilacji informacji odpowiada Jakub Oboza na swoim koncie na X.

Błędy w oprogramowaniu, które okazały się całkiem zabawne
Technologia rządzi się własnymi prawami. Czasem jednak wkradają się pewne błędy, które potrafią być równie niezrozumiałe, co zabawne.

Matka roku – Niecodzienne sytuacje na gifach
Dziś m.in. który celebryta jest do ciebie podobny, matka roku oraz zaćmienie Słońca, jakiego jeszcze nie widziałeś.

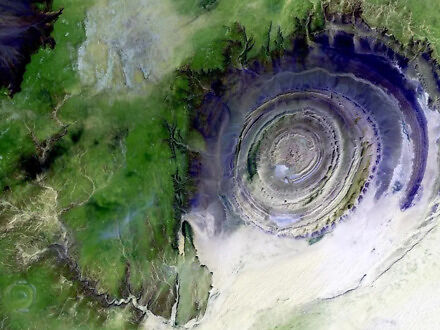
Te miejsca na Ziemi wyglądają jak nie z tego świata
Ach, ta nasza planeta potrafi być naprawdę piękna i niesamowita. Dowodem na to niech będą ot choćby te zdjęcia, które wyglądają, jak zrobione w jakimś innym świecie.
Dziewczyny w lateksie i skórze
Oto panie z pazurem, wielbicielki ostrzejszej zabawy urozmaiconej odzianiem się w połyskujący lateks lub obcisłą skórę. Tutaj dominują połyskujące czernie, wysokie obcasy i mocny makijaż.

Siedziałem w więzieniu i opowiem wam, jak to wyglądało
Mr_Sceptyk pisze: Pewnego dnia dostałem wezwanie do sądu. Poszedłem. Facet z Urzędu
Skarbowego za niezapłacony VAT żądał kary 11 tys. zł. Vatu było 110 tys.
zł, a ja byłem pełnomocnikiem zarządu. Sędzia wymierzył karę 10 tys. zł.
Oczywiście nie miałem takiej kasy, więc nie zapłaciłem. Zamieniono to na
odsiadkę, w przeliczeniu 200 zł za dzień. W sumie 50 dni odsiadki.
Policja mnie zabrała z domu i się zaczęło...

Czemu znowu dostałem awizo?! - z prawdziwym listonoszem-weteranem rozmawiamy o sekretach jego zawodu
Adam, dla znajomych „Bodziak” od ponad trzech dekad
jest listonoszem. Takim archetypowym, co to i list dostarczy i słówko
z tobą zamieni. Gdy swoim rowerem przemierza ulice Pruszcza
Gdańskiego, ludzie schodzą mu z drogi. Psy miewają do niego trochę
mniej szacunku, bo tak jakoś się utarło, że te czworonogi mają z
listonoszami niepisana kosę… Adam Bodo, który należy do osób
bardzo rozmownych, zgodził się udzielić nam wywiadu i odsłonić
tajemnice swojego zawodu.
Dodaliśmy 23.04.24 odpowiedzi na dwa pytania z komentarzy.

Dodaliśmy 23.04.24 odpowiedzi na dwa pytania z komentarzy.
32 klasyczne filmy, które po prostu trzeba obejrzeć
Jeżeli nudzi Ci się podczas kwarantanny, a nie widziałeś któregokolwiek z tych filmów, to czas najwyższy nadrobić zaległości. Filmy z poniższej listy mają co najmniej 10 lat, a ich wybór jest subiektywny.

13 komiksów, które podkreślają, jak zmienia się miłość po 30. roku życia
Wiele młodych osób traktuje ukończenie 30. roku życia jak pewien, niezwykle istotny, kamień milowy w ich życiu. Mniej więcej w tym czasie z beztroskich nastolatków przeistaczamy się w dorosłe i odpowiedzialne osobniki. Zmienia się między innymi podejście do związków damsko-męskich i miłości...

#1. Wieczór bez niego
Faktopedia – Zaniedbane choroby tropikalne
Dziś m.in. zaniedbane choroby tropikalne, pierwsze w historii podwodne zdjęcie oraz kim był „Janek Wywrotowiec”.
Zatrzymane w kadrze – Kobieta z męskimi rękami
Zapraszamy do naszego wehikułu czasu. Dzisiaj wyruszymy i zatrzymamy się na dłużej w Chinach, przemierzymy autostrady słonecznej Kalifornii i na koniec przejedziemy się niecodziennym tramwajem. Wsiadać, pasy zapinać, zaczynamy!

| Z archiwów JM |
|
|
Monster Galeria: Nawet AI nie przeskoczy








Najpotworniejsze ostatnio
Login
Nie masz jeszcze konta na tej najlepszej na świecie stronie?! Jakże tak można?!
Jako zarejestrowany bojownik JM, będziesz miał parę bonusów:
- strona będzie cie witać
- zmienisz sobie wygląd strony
- od czasu do czasu dostaniesz od nas maila
- będziesz mógł popisać się na forum
- będziesz recenzentem i oceniaczem
- skomentujesz nas szczerze
- obejrzysz w całości słynną MonsterGalerię, teraz to 310 131 obrazków. I wiem, że zawsze chciałeś ją obejrzeć…
- włączysz sobie na pełen regulator Szafę Grającą, teraz ponad 1563773 pliczków.
Krótkie dżołki
Film był tak nudny, że na sali całowali się nawet nieznajomi ludzie.
* * *
Przedwczoraj był Dzień Książki. Postanowiłem go uczcić. Jestem już na trzeciej stronie.
* * *
Patrycja tak bardzo powiększyła sobie wargi, że faceci przestali zwracać uwagę na wąsy.
* * *
Mój anioł-stróż nie jest biały. On jest siwy.
* * *
Przemieszczanie się bez słowa: biegniemy.
* * *
* * *
Przedwczoraj był Dzień Książki. Postanowiłem go uczcić. Jestem już na trzeciej stronie.
* * *
Patrycja tak bardzo powiększyła sobie wargi, że faceci przestali zwracać uwagę na wąsy.
* * *
Mój anioł-stróż nie jest biały. On jest siwy.
* * *
Przemieszczanie się bez słowa: biegniemy.
* * *
Ciekawe wątki
Zakazane strony
Najlepsze komentarze
 „Niesamowite, co?”
by pelnomocnik
672
„Niesamowite, co?”
by pelnomocnik
672
 „Stop making stupid people famous.”
by CrySphinx
609
„A kto to wraca z pracy ?
Pani maruda , niszczycielka dobrej zabawy
pogromczyni uśmiechów dzieci...”
by Marzenie_wieloryba
492
„Stop making stupid people famous.”
by CrySphinx
609
„A kto to wraca z pracy ?
Pani maruda , niszczycielka dobrej zabawy
pogromczyni uśmiechów dzieci...”
by Marzenie_wieloryba
492
 „Mega szacun”
by neverxxxalone
474
„Mega szacun”
by neverxxxalone
474
 „Opóźniony wzrost, tego nie znałem .
Ale tak to jest jak twoja wybranka ma niskie oczekiwania”
by pelnomocnik
389
„Opóźniony wzrost, tego nie znałem .
Ale tak to jest jak twoja wybranka ma niskie oczekiwania”
by pelnomocnik
389
Sprawdź swoją wiedzę!